Tankline were commissioned to carry out the protective recoating in Cambridge of approximately 100 linear metres of 100 mm diameter steel pipework. The existing pipework required refurbishment due to coating degradation, and the client had also installed new welded sections that required full corrosion protection to match the existing system.
Due to the small diameter of the pipework, its location, and the risks associated with abrasive blast cleaning, this method was deemed unsuitable. Concerns included excessive mess, containment difficulties, and the potential for collateral damage to surrounding assets. As a result, a surface-tolerant protective coating system was specified as part of our wider specialist lining and coating services.

Surface Preparation
The coating specification required a total dry film thickness (DFT) of 250 microns, inclusive of the original primer, with application carried out by roller and brush.
Surface preparation was completed as follows:
- Existing coatings and corrosion were mechanically prepared to ST2 (ISO 8501-1)
- All prepared surfaces were solvent wiped to remove grease, oils, and contaminants
- Initial DFT measurements were taken and recorded within the QA inspection report
- Any areas of bare or newly welded steel were identified and prepared for spot priming

Coating Application & Quality Assurance
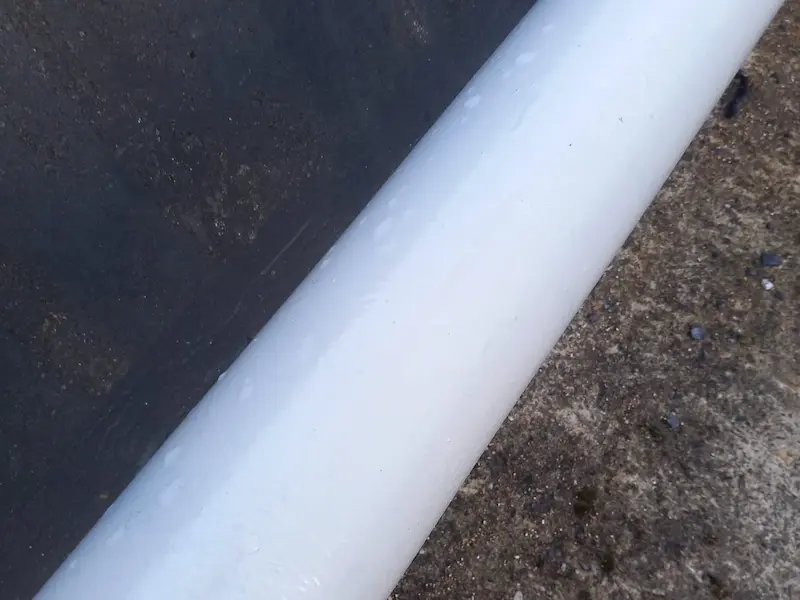
Following preparation and climatic condition checks, a coat of Interseal 670HS Aluminium was applied to all bare steel areas and areas of corrosion. Once cured to a hard dry condition, a full coat of Interseal 670 Grey was applied across the entire pipework to ensure uniform corrosion protection.
- DFT checks were completed after the first coat and logged in the QA report
- Minor surface defects, such as roller fibres, were lightly abraded to ensure finish quality
- Further climatic checks were carried out and recorded prior to topcoat application
A finishing coat of Interthane 870 was then applied in accordance with the manufacturer’s technical data sheet (TDS). The coating was left to cure fully, after which final DFT readings were taken and documented as part of Tankline’s quality assurance procedures.


Identification & Final Works
Upon completion of the coating system, Tankline operatives produced a bespoke stencil template to apply HVO (hand valve open) markings to the pipework. These were spray-applied at locations and spacings agreed with the client, providing clear operational identification and compliance with site standards.
Result
The completed works delivered a durable, surface-tolerant protective coating system providing long-term corrosion protection while avoiding the disruption and risks associated with abrasive blasting. This project highlights Tankline’s capability in delivering high-quality industrial pipework coating solutions in live or sensitive environments where traditional surface preparation methods are not practical.
For controlled industrial coating and corrosion protection works carried out by experienced industrial tank lining contractors, contact Tankline via our contact page.